
以独特的技术,先进的工艺,严谨的态度和不断创新的服务理念服务客户
2020-10-14
我国汽车保有量的不断增加,橡胶轮胎需求量也逐年递增,导致其产能急速增长,整个产业对环境的污染也逐年增加。 橡胶行业主要污染包括废水、废气、固(危)废、噪声等,其中废气(VOCs)问题较为突出。《橡胶制品工业污染物排放标准》(GB27632-2011)于2012年底正式实施后,各地方标准不断出 台,相关要求大幅提升,橡胶工业环保压力陡增环保问题已经成为诸多轮胎企业生存和发展的“瓶颈”。 轮胎生产可分为胶料制造、半成品制造(含压出、压延、裁断、胎圈制造)、成型、硫化及成品检测等5个工序。在轮胎生产过程中产生的废气,含有90以上的挥发性有机化合物,其中胶料制造(俗称混炼)工序产生大量烟气、颗粒物粉尘和挥发性有机物(VOCs)等物质。混炼产生的悬浮颗粒物在空气中长时间悬浮,会形成气溶胶;各种有机烃类和苯类对人体和环境产生巨大的危害,该阶段是轮胎制造过程中产生污染物量较大的工段。
技术问题: 混炼工序是轮胎生产的首步,炭黑、氧化锌以及小粉料中能够飞扬的轻质成分会产生粉尘;密炼机混炼过程中,由于混炼胶温度高达140℃,橡胶助剂、胶料及芳烃油中某些成分将分解、挥发并发生化学反应,因而形成炼胶烟气。炼胶烟气成分复杂,芳烃油产生有毒的烃类油雾,硫黄主要会产生硫化氢和二氧化硫等含硫气体,天然胶和橡胶助剂产生有机烃类物质。 炼胶废气成分复杂,且属于大风量、低浓度废气,常规而言所需处理设备容量(处理能力)大,这就导致了设备投资大、运行能耗高、处理效率低等问题。 目前国内外针对橡胶废气常用的预处理方法如下:
干式:滤材污染严重,设备阻力增加,需要经常人为更换滤材,人员劳动强度大,有的被污染废物需要按危废进行处理,运行费用较高,去除油雾和颗粒物不透彻,对后续设备危害较大。
湿式:采用喷淋预处理,耗水量较大,系统庞大,对废气中油雾的去除效率不高,需要配套增加水处理系统以便对水中的油雾和炭黑尘进行处理,出口经常带水,对后续设备造成影响。以上两种预处理方法实际使用效果都不尽理想,因此急需一种对炼胶废气进行高能效、稳定、较为透彻的预处理设备。
解决方案: 废气相关指标调研对废气的风量和浓度的调研。为详细了解炼胶车间的污染物排放情况,我们选择了国内某轮胎厂炼胶车间作为研究对象(该轮胎厂具备完整的废气收集和排放管道),收集风量为40万m3/h。 通过FID连续监测设备监测胶料废气在母炼生产过程中的排放情况,监测数据见表1。 根据表1监测数据,有以下结论:胶料生产过程中各排口非甲烷总烃排放浓度差距较大,其中母炼进料口、母炼卸料口及终炼进/卸料口3个排口浓度较高,双螺杆、开炼机浓度较低。
处理工艺: 结合废气中的主要成分和设备去除效率等因素,对当前市场上主流的几种治理工艺进行了详细的分析和论证,决定采用如下工艺路径: 预处理采用:袋式除尘器+喷消石灰(氢氧化钙)粉末,利用消石灰粉末较强的吸附作用,起到除油及中和硫氧化物的作用;布袋除尘器过滤除尘效果不错,并且可以实现分区自动清灰。
后续处理设备采用:转轮浓缩+RTO燃烧法相结合的废气处理工艺,将大风量、低浓度的有机废气利用沸石分子筛进行吸附和浓缩,然后利用高温气体进行脱附,脱附后小风量、高浓度气体采用RTO进行燃烧分解,形成CO2和H2O,实现超低排放。
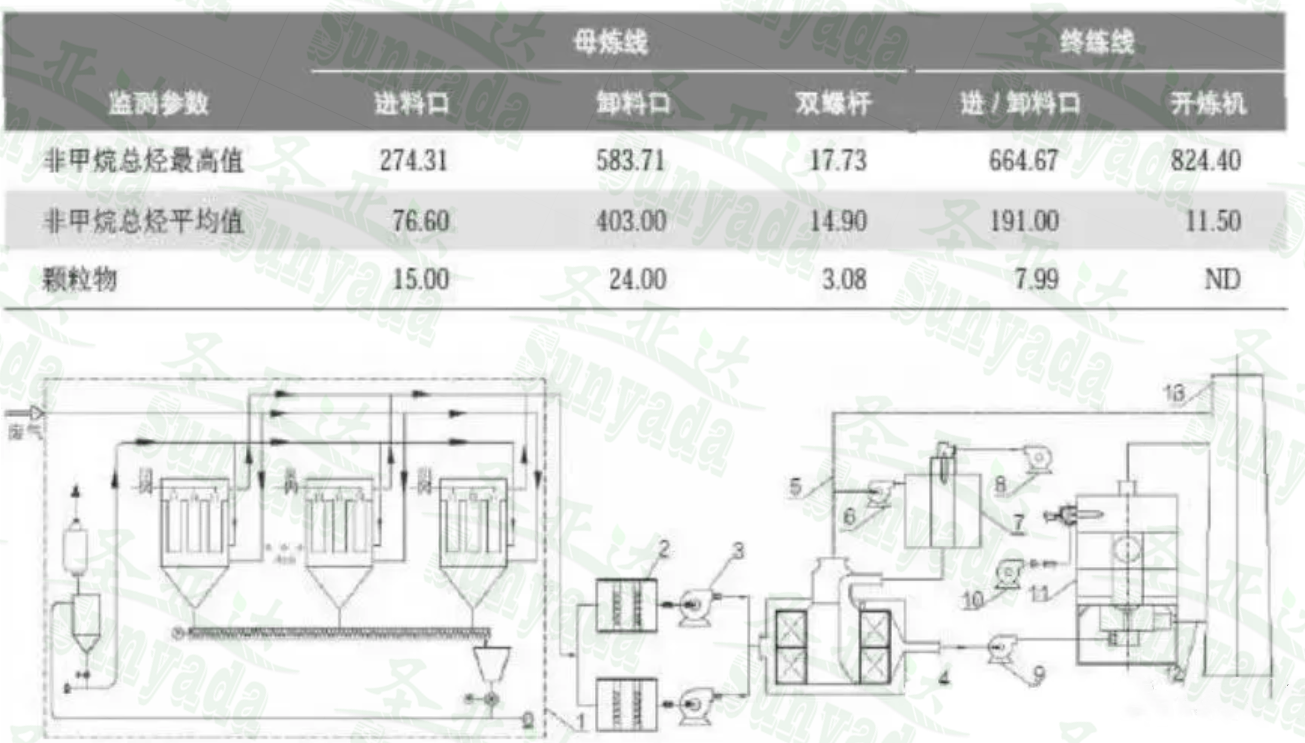
废气首先进入预处理设备
1.处理后的废气分两路进入二级过滤器
2.和主工艺风机
3.经过沸石转轮吸附区
4.的气体,通过管道
5.直接排放;部分气体通过脱附风机
6.在热风炉
7.内进行换热,进入沸石转轮脱附区进行脱附;
8.脱附后废气通过RTO风机
9.进入旋转RTO
10.燃烧;燃烧后气体通过管道
11.排放入烟筒。
表1炼胶车间的监测参数
RTO,RCO,RTO焚烧炉,蓄热式焚烧炉 设备介绍:
(1)预处理系统。预处理系统包含了除尘器本体、回收料系统、新鲜料输送系统和检测系统。 系统采用人工解包将物料投放到储斗中,在储斗下端采用旋转下料器下料,然后用稀相气力输灰方式,将消石灰输送到除尘器进口的风管中,使其先均匀附着在滤袋表面形成3mm左右厚度的过滤层,烟气中的油雾和水分在穿过过滤层时,被消石灰充分接触吸附,从而将烟气中的油烟和水分去除,保护除尘器滤袋。过滤层吸附将近饱和时(通过阻力设定),清灰程序启动进行反吹,去除滤袋表面粉饼,滤袋工况进入下一个循环。 除尘器采用脉冲行喷吹清灰方式,袋式除尘器采用覆膜滤袋,起到防油防水的作用。共设计6个仓室(5用1备),分仓室清灰,除尘器始终有5个仓室投运。达到一定时间(或压差)后,6#室切入运行,替代原5个运行仓室中的一个室进行隔离清灰,待该隔离除尘仓室清灰完毕后再切入原系统,替换下一个仓室进行隔离清灰,以此类推。过滤过程中,通过压差监测系统对除尘器压差进行监测。除尘器灰斗设有高低料位,达到高料位时螺旋输送机开始排灰。除尘器灰斗内的粉料会通过输灰螺旋自动返回储斗或外排,外排的消石灰作为固废进行处理。
(2)二级过滤。二级过滤采用F5、F8两级过滤器,布置在布袋除尘器之后,可分别有效去除1~5μm的颗粒物,进一步保护沸石转轮。二级过滤主要用于去除逃逸的对浓缩设备有害的粉尘、水分和油污。过滤器设置压差计,超压时报警更换滤材。
(3)沸石浓缩转轮装置。沸石转轮设备为筒式结构,沸石模块采用日本东洋纺的材料,采用蜂窝状疏水性沸石分子筛加工而成,包括吸附区域和脱附区域。通常吸附区较大,而脱附区则为一个或两个较小且面积相等处理侧。沸石转轮采用一组电动驱动设备以旋转转轮,转轮运行时可变速。吸附区和脱附区域中装有压差计,用于监测沸石是否堵塞。转轮的脱附气体进出口都设置了热电偶,用于实时监测脱附气进出口温度,以便观察脱附温度控制系统是否正常。
(4)旋转式RTO蓄热。燃烧装置RTO为蓄热式热氧化反应器,原理是把有机废气加热到800℃左右,控制好3T(time、temperature、turbulence),使废气中的VOCs氧化分解成二氧化碳和水。氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入炉体的有机废气,从而节省废气升温的燃料消耗,降低运行成本。 旋转式RTO结构,燃烧室的容积保证了有机废气的燃烧时间,燃烧器火焰在燃烧室内燃烧,内部有足够厚度的内保温。炉塔内安装热交换媒介——蓄热陶瓷。蓄热陶瓷分为12个固定床,其中5个为进气区、5个为排气区、1个吹扫区、1个过渡区。在旋转切换阀的作用下,各区呈步进式变化,每次换向只有16.7百分陶瓷媒介改变气流方向,减小RTO进出口的风压波动,对前端生产线气压影响小。旋转阀为旋转式RTO的关键部件,用于空气流动方向的切换,可按照顺时针方向旋转360度,较高可耐温287℃,金属密封圈确保排除的气体和阀门持续接触。 蓄热体做为RTO的重要部件,相当于一个换热器。其作用是:冷废气通过热蓄热体时,蓄热体将贮存的热量释放,预热后的气体进入燃烧室;燃烧后的热净化气通过冷蓄热体时,蓄热体吸收净化气体的热量,使气体冷却而蓄热体本身被加热(热周期)。
行业总结: 针对炼胶车间产生的废气特点,采取“预处理+浓缩转轮+RTO”的工艺方法进行处理,处理后的废气排放指标远远低于国家标准,可实现超低排放。 预处理设计采用喷粉+布袋除尘器系统,可有效去除废气中的油分、颗粒物、硫化物等,该项目已实施近1年,二级过滤和浓缩转轮的入口风道均没有明显油污,去油效果较好。 处理后的颗粒物排放浓度为1.9mg/m3,去除效率为84.3百分;非甲烷总烃排放浓度为1.0mg/m3,去除效率达98百分;臭气浓度为280,去除效率达88.6百分,各项指标远低于国家标准。
Air pollution in 2010Governance experience
10年大气污染治理经验免费服务热线 :
18954201776企业邮箱 :
qdsyd023@sunyada.com企业地址:
山东省青岛市即墨区天山二路98号
Copyright © 2021 青岛圣亚达环保技术有限公司 All Rights Reserved.
 鲁公网安备 37021402001250号
鲁ICP备16033265号-1 海诚互联
鲁公网安备 37021402001250号
鲁ICP备16033265号-1 海诚互联

